作者簡介:
林士強

現任:北美智權 教育訓練處
資深研發創新顧問
經歷:
法商台灣康旭 研發工程處 專案經理:
中科院飛彈製造中心 專案工程師
聖荷西州立大學機械研究所碩士專長:
機械、供應鏈管理、專案管理 |
近代3D 列印技術自1980年代開始發展,陸陸續續至少有已商品化的技術如下:
- 熱熔式疊加成型技術(S. Scott Crump,Fused Deposition Modeling,簡稱FDM,US Patent 5,121,329)
- 3DP技術(Emanuel M. Sachs,US Patent 5,204,055 及Jim F Bredt & Tim Anderson,US Patent 5,092,441,Three-Dimensional Printing,簡稱3DP)
- 立體光工藝技術(Charles W Hull,Stereolithography,簡稱SLA,US Patent 4,575,330)
- 選擇性雷射燒結技術(Carl R. Deckard,Selective Laser Sintering,簡稱SLS,US Patent 4,863,538)
- 噴膠成形技術(Nissan Cohen,US Patent 5287435 及Hanan Gothait,US Patent 6,259,962,簡稱Polyjet)
前期文章《由專利來看3D列印的技術(一)》已經介紹了FDM技術,在上述這些3D列印技術中,筆者認為,其中最符合普羅大眾對3D列印認知的技術,莫過於 3DP,因為它就是從類似噴墨式印表機的噴墨頭下,將成品一層一層的「列印」出來,而且「3D列印」(3D Printing)這個名詞,也是從這個技術的發源地美國麻省理工學院(以下簡稱MIT),活靈活現的流傳出來,成為大眾描寫這類相關技術的最佳代言人。
3DP技術到底是什麼呢?
MIT以Emanuel M Sachs為首的研究人員,於西元1989年底申請並在1993年4月取得 US 5,204,055號專利(以下簡稱 ‘055專利),其中詳細敘述了其研發的3DP技術。
1. 3DP之機構設計
- 結構(如圖一)
- 有邊牆的容器裝載粉末。
- 線性馬達帶動粉末施放頭及黏劑施放頭往覆移動(如紅色箭頭所示)。
圖一、3DP機構示意圖:
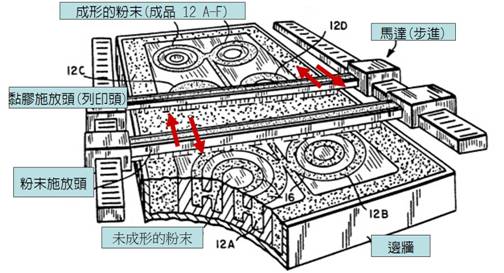
出處:.USPTO, ‘055專利
- 運作(如圖二)
- 完成一層列印,工作台面下降。
- 鋪上粉末再用刮刀整平粉末。
- 等待下一次噴灑黏膠。
圖二、3DP運作示意圖:
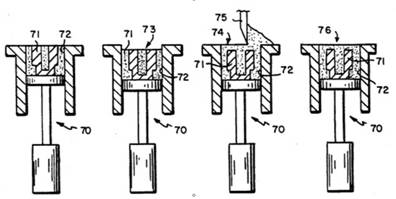
出處:USPTO, `055專利
2. 3DP之工作原理(如圖三)
- 於工作平台平鋪一定厚度的第一層粉末。
- 將黏劑依第一層剖面形狀噴灑於粉末,使剖面形狀粉末黏著。
- 於工作平台平鋪一定厚度的第二層粉末。
- 將黏劑依第一層剖面形狀噴灑於粉末,使剖面形狀粉末黏著。
- 反覆同樣動作一直到所有剖面都完成並相互黏著。
- 成品完成。
- 將未經黏劑黏合的粉末去除,取出成品。
- 成品可以視需求再進行後處理(例如:加熱硬化)。
圖三、3DP工作原理示意圖:
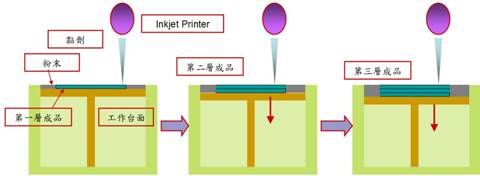
圖:林士強繪製
3. 噴頭
- 噴頭使用專利申請當時既有的商售產品(技術)。
- 連續噴射式(Continuous Jet Stream Print Head)
噴嘴多,速度快,適合大型產品。
- 非連續式(Drop on Demand Stream Print Head)
噴嘴少,速度較慢,適合小型產品。
- 噴頭的使用並沒有限制連續式或非連續式,通常依需求決定,甚至兩者混合使用也有機會發生。
- 若使用多噴頭,可以配合成品應用,選用一種以上的黏膠。
4. 粉末:乾式粉末可使用振動器或超音波調整緊實度,如圖四所示。
- 粉末的功用是作為成品的主體。
- 粉末可為陶瓷(例如:礬土,氧化鋯),金屬,塑膠等。
- 粉末可以視需要採用高密度或低密度鋪設。
- 粉末可以視顆粒大小選用乾式或濕式(大顆粒宜用乾式,小顆粒使用濕式)。
- 無論乾或濕式,在噴灑黏膠前都要除濕。
圖四、如何調整粉末緊實度
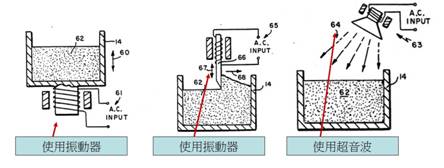
出處:USPTO, ‘055專利
5. 黏劑
- 黏劑的功用是將粉末膠合。
- 黏劑中含高比例的黏膠,但視黏度需低到足夠通過噴頭。
- 附著至粉末時可快速反應。
- 某些黏劑甚至需要導電。
- 黏膠須具備足夠結合力,使產品完成後可立刻使用。
- 產品須作後處理(例如:加熱)增加強度時,黏膠是否會因此去除,取
- 決於黏膠的選用。
- 黏劑可以透過非直接的方式預熱(例如:以紅外線加熱黏劑週圍空間)以達到更好的黏合效果。
- 黏劑也可以透過化學反應增強黏合效果(例如:改變黏劑的酸鹼度)。
- 黏膠也可以顆粒的狀態夾帶在液體中使用(參考“Ink-Jet Printing”, J. Heinzle and C.H. Hertz, Advances In Electronics and Electron Physics, Vol. 65)。
- 同一成品中可以視需求使用一種以上的黏膠。
5-1 有機黏膠-
例如聚合樹脂使用於陶瓷粉末。而有機黏膠可以是水溶性(例如:Cellulosic binders)或溶於揮發性溶劑中(例如:丁醛樹脂)。
5-2 非有機黏膠-
此類黏膠通常為矽酸鹽類(Silicate ),另有例如正矽酸乙酯(tetraethylorthosilicate)也在選項之列,這類黏膠最後會併入產品之中,經後處理(例如:加熱固化)也可以保留下來。
技術重點:配合產品應用,選擇合適的黏膠及噴頭。
6. 控制
- 運用傳統CAD(Computer Aided Design)技術。
- 成品經由數未3-D模型轉換為2-D剖面最後成為 1-D的線段數據。
- 由電腦讀取,確認線段數據,控制噴頭是否施放黏劑,並控制馬達的移動以及粉末的施放。
7. 應用
- ‘055專利中特別提到的應用例,是用於脫蠟鑄造(或稱精密鑄造),可以省略「陽模」的步驟,而直接製作「殼模」(陰模)。
- 當然, ‘055專利發明的用途絕不僅於此,而且正等待業界不斷的發掘。
筆者認為Sachs與他的同僚依據黏膠黏合物體的原理創造出一個非常獨特的發明,這個技術的重點應該不是機械元件(例如步進馬達或滑軌)以及噴頭的設計,因為那些都是利用當時工業界現成產品的排列組合,因此如何選用適當的元件及排列組合才是重點所在。舉例來說,把連續噴射式的設計加上使用多個噴嘴,就能達到又快又好的功效嗎?如果考慮到噴嘴堵塞時所需的清理及重工,以及因此所增加的噴嘴堵塞或缺料的機率,則在選用噴頭設計時,就不可將「噴嘴越多越好」當作第一優先。
3DP 的噴嘴問題
本技術另一個重點是粉末及黏膠的使用。該發明中雖然揭露了一些黏膠及粉末的選項,但是如何讓噴頭長時間順利噴灑,除了參考廠商提供的操作手冊外,「嘗試錯誤」(Trial and Error)式的微調整而成為獨家的「know-how」,筆者認為也是有必要的。另外,操作人員嚴守工作紀律(例如:定期清理,保養設備),筆者認為在這種尚未完全普遍、操作性能尚未穩定的技術中,益形重要。
業界追求更好的產品的慾望是無止境的,更何況一個新技術,必定有不少改進的空間。Sachs先生等取得了 ‘055專利,就因此一帆風順,萬無一失了嗎?答案當然不是。果不其然,該3DP發明因為噴嘴容易堵塞,使得機器在工作時,需時常停機清理噴嘴,有嚴重可靠度的問題。而所使用的粉末,則有安全及健康維護上的疑慮,因此並不適合在辦公室環境使用。
針對於此,同樣是MIT的研究人員(Jim Bredt及Tim Anderson)研究了對前述3DP技術的改進方案,於西元1996年9月申請,並在1999年5月取得 US 5,902,441號專利(以下簡稱‘441專利),其中詳細敘述他們如何改進了3DP技術。
Bredt及Andersone的改進,主要是在材料上(粉末及溶劑),Bredt和Anderson改變材料的配置及使用無毒的原料,因此可以在專利中大聲宣告,他們改善了噴頭阻塞以及安全上的顧慮,使新發明較適合在辦公室環境中使用。他們的 ‘441專利,就是用來保護他們如何改進3DP技術所用之材料方法,其內容這樣的:
1. 粉末
- 粉末是混合物,粉末中則混合了:
- 膠粘劑(Adhesive),具高可溶性,溶後黏度低,還具有低吸濕性及高結合力。
- 填充劑(Filler),幾乎不溶於激發液,具低吸濕性,還具有快速濕潤及高結合力。
- 填充劑是做為成品的結構。
- 列印輔助劑(Printing Aid),通常使用卵磷脂(Lecithin),用以防止列印層變形。
- 纖維(Fibrous Component) 視需求添加,可溶性比膠粘劑低,用於增加成品強度,並增加成品尺寸穩定性。
2. 激發液(Activating Fluid)
- 激發液包含一種溶劑,作用是使粉末中的黏膠產生功能,並有保濕的功用。
- 激發液包含保濕劑(Humectant)保持噴頭濕潤,避免噴嘴阻塞。
- 激發液包含流速增益劑(Flowrate Enhancer),作用是增加流動性,增加流速,目的是使更多激發液經噴頭射出,增加生產速度。
- 激發液含染料(Dye),作用是可以讓操作人員容易監控製程及產品可著色。
技術重點:其使用粉末及激發液產生固化物的方法,是這整個專利的重點,而找出粉末及激發液的最佳配置,則是3D成品是否成功的關鍵。
‘441專利說明書中揭露了其中一項配方,如表一所示:
表一、Bredt及Andersone的專利配方:
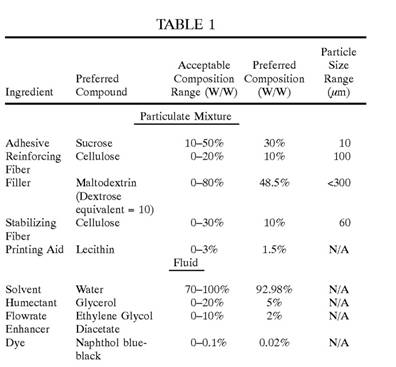
出處:USPTO, ‘441專利)
Jim Bredt 及Tim Anderson將其改善3DP技術缺點的「材料方法」,以專利來保護,他人並不能隨便沿用,但是業界追求更好的製程及產品的慾望不變,筆者認為必定還會有人在表一之外,能研究出許多不同的配方,至於這些配方是應該以專利的形式保護,或是當作營業秘密(trade secret,也就是know-how)來處理呢? 筆者認為,答案就屬於見仁見智,要看各自的需求與商業競爭考量而定。
Emanuel M. Sachs的3DP技術,其 ‘055專利已經於2010年到期,所以3DP相關的機構,控制方法及材料處理已經成為公共財產,業界可以依專利中本文的實施例內容,作為己用。但是別忘記它噴頭容易阻塞的缺點。而Jim Bredt 及Tim Anderson的發明,改善了以上的缺點,但是他們所用的材料方法,仍然在`441專利保護中,要到西元2016年才可為大眾免費享用。
筆者認為,即使3DP的基礎專利已經或即將到期,如前期文章《由專利來看3D列印的技術(一)》所述,業界仍然不能只寄望沿用既有的技術,因為那些都是20多年前的技術,至今只能用於相對低階的產品,市場競爭力不足,商業價值不高。台灣業界若要生產比較高階(高精度、高強度)的產品,仍然必須在研發上努力進行創新與加倍的努力。
例如,研發了能改善3DP技術缺點的材料配方,而取得 ‘441專利的Jim及Tim兩位發明人,是否就此停止了研發的腳步呢? 答案當然不是,他們曾成立了一家Z Corporation公司,來商品化他們3DP的專利,在西元2012年該公司被另一家3D列印大廠(3D Systems公司)併購前,他們陸續又有發表22個專利,每個專利都代表在這3DP技術上的精進及創見。
這22個專利之中,有超過一半(22件中的13件)用來保護Z-Corporation設計的機器結構及配置(例如:機器組件配置,機器週邊設備),有志研發3DP設備的廠商,對這十幾個專利廻避設計,或許已經開始了。通常這類機構的廻避,是台灣廠商的專長,況且已有之前的到期專利可作後盾。而其餘的9個專利則與其使用之材料有關(例如:材料的配方及製程),可見該公司對材料配方選擇用「專利」而非「營業秘密」保護,認為其較為有利。筆者認為這應該與耗材銷售是現今3D列印設備供應商之重要營收來源脫離不了關係,筆者也要提醒各位,耗材配方當然也是台灣廠商進入3D列印設備市場的研發重點。
總之,各位研發人員,若想要在3DP專利廻避上有所突破,詳細搜尋與閱讀與其相關的專利是免不了的功課,並應避免發生如前期文章《研發人員常見的迴避設計謬思 (上)》與《研發人員常見的迴避設計謬思 (下)》所述的常見迴避設計謬思。在尋找技術解決方案的過程中,若遇有專利威脅,研發人員不但要進行迴避設計,還要去努力尋找先前技術,用來阻卻現有專利的威脅,只有不斷的創新,加上持續的努力與再發明,在這個競爭激烈的市場上才有活路。若真的無法可施,別人的專利壁壘確實牢不可破,研發人員也應實話實說,建議公司在市場上尋找其他商機,或建議設法取得專利授權,來尋求可行的解決之道。
更多歷期精采文章,請參閱智權報總覽 >>
|