在介紹這次的主題之前,先請各位讀者看這張照片,從照片上看是很細的金屬絲,但其實它是金屬管,裡頭是空心的,這種大小的金屬絲就不好製作了,更何況是空心管呢? 而今天要介紹的公司能做到比照片上的管直徑再小五倍(0.08mm,1mm等於1千分之1米)的空心管,已經是亞洲地區極少數的公司能達到的水準,請各位讀者想像在一根頭髮粗細的金屬絲上再鑽個洞讓它變成空心的,這個是非常高難度的事情,但由於這個尺寸的管材一般的相機是對不到焦的,照起來的效果差也,因此就以圖一的對比讓各位讀者了解這種管材有多麼精微。圖二是直徑0.13mm的紅銅管之顯微橫切面。
圖一、直徑0.4mm的空心黃銅管

圖二、直徑0.13mm的紅銅管之顯微橫切面

值得一提的是,這間公司已經成立超過30年,該公司原本是製作收音機天線的伸縮管,之後轉型成製作深孔放電加工用的電極,微小散熱管,以及製作半導體探針所需要的管材,這些管材都用在精密加工上,因此他們對於管材的尺寸誤差要求也很嚴格。
這種管材的製作方式是從粗的金屬管材拉伸變細,一開始的原料直徑是6mm的金屬管材,經過數十次拉伸之後,才能拉成直徑0.08mm的細管,而這種精密的管材的製造,參數控制是非常重要的事情,比如拉伸的速度、拉伸的力量,都得精準地控制,否則管材就會不均勻或斷裂,越細就越難控制。由於金屬在拉伸之後會變硬,因此還得經過熱處理讓金屬回復原本的材料內部結構,否則下次拉伸就容易斷裂,熱處理的部分則是像溫度、處理時間,每道次的處理都不同,這個需要長久的經驗累積,如何找到每個材料和每一個製程合適的溫度和時間也是一件需要投入大量時間和實驗的事情。
拉伸的方式是在管材內放上內模,在拉伸機上頭裝置外模,當管材經過外模時會延拉變細,而內模則是確保管壁和內徑的尺寸在製程中穩定。如下圖三。
圖三、拉伸製程示意圖
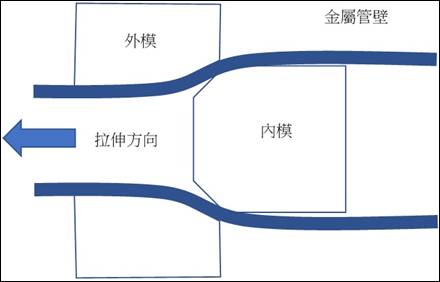
內模是直接放在管內,沒有任何支撐物,內模經特殊設計,在拉伸速度控制得宜的條件下能維持和外模的相對位置,達成穩定讓管均勻變細的效果,而這種調整也需要很多的經驗,否則內模無法在加工時維持和外模的相對位置。
這種模具需要很高的精度,尺寸誤差只能有5um(5um等於20萬分之1米),以加工來說是很高難度的事情。這種模具除了高精度以外,還需具備高耐磨性,否則在拉伸的過程中模具磨損就會造成管徑誤差過大,因此這間廠商使用人造鑽石作為模具材料,以確保其高耐磨度,而人造鑽石模具要做到精度5 um也是難度很高的事情,都是經過長時間累積的經驗才能達到的。
很多精密機械都需要非常細的金屬管子,要做出直徑為0.08mm的中空管子,內徑的尺寸誤差只有1um實在不容易。全世界只有少數的公司有這種能力,一家公司如果想做這種管子,絕對不是靠購買昂貴設備能夠做到的,必須要掌握住所有的關鍵性工業細節。這家公司有30年的歷史,專門研發這種產品,這種精神是非常值得欽佩的。30年下來,很少公司能夠和它相比了。
我們應該以這種公司為榮。
※ 本文獲《為台灣加油打氣專欄》授權轉載
【本文僅反映專家作者意見,不代表本報立場。】
| 作者: |
李家同 |
| 現任: |
清華大學、靜宜大學、暨南大學、台北商業大學榮譽教授
博幼社會福利基金會董事長 |
| 相關連結: |
為台灣加油打氣專欄
李家同臉書
博幼社會福利基金會臉書
博幼社會福利基金會捐款劃撥帳號:22482053
(300)新竹市光復路清華大學資訊工程系 |
|
|
|
| Facebook |
|
在北美智權報粉絲團上追踪我們 |
     |
|
|
|
|
|
|
|


